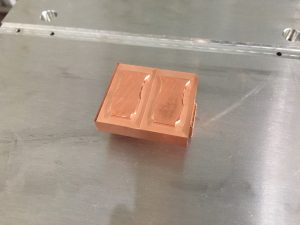

Điện cực xung IMI 1.4.1 được gia công cơ khí ra trên máy phay cnc với góc lượn có r 0.2 nên chúng tôi phải sử dụng dao có bán kính r0.2 để gia công. Việc gia công điện cực không phức tạp nhưng đòi hỏi trình chạy máy phải tối ưu để giảm thời gian gia công đồng thời phải kiểm soát độ mòn dao tốt, do thời gian chạy máy lâu thường cả 2-4 tiếng nên nếu không có quy trình công nghệ hợp lý thì dao dễ bị mòn. Bên cạnh đó khi chạy cực cần lưu ý việc lấy gốc chuẩn của phôi và tạo bề mặt để gá đặt lên đồ gá erowa trên máy xung.
Nhiều trường hợp không thể gia công cắt gọt kim loại thông thường thì xung hoặc cắt dây sẽ là giải pháp. Trong các trường hợp gia công mà vật liệu quá cứng, hoặc khi gia công quên không tạo ren mà lại nhiệt luyện mất rồi, hoặc bề mặt sau khi gia công cần tạo nhám thì việc gia công cắt gọt thông thường không thể xử lý được, bắt buộc phải được thực hiện trên máy xung. Để xung được cần tạo điện cực xung, gia công điện cực xung thường có biến dạng giống như biên dạng của vật được xung nhưng đối xứng qua bề mặt phóng điện. Hiện nay điện cực xung thường được làm bằng đồng đỏ hợp kim, than chì vì hai loại vật liệu này có nhiệt độ nóng chảy cao, khi tiếp xúc phóng điện bị nóng chảy ít hơn và chịu được lâu hơn so với vật được xung.




